











Dlaczego produkcja farmaceutyczna wymaga rozwiązań z zamkniętym transferem?
W nowoczesnej produkcji farmaceutycznej obsługa aktywnych składników farmaceutycznych (API) i izolowanych półproduktów farmaceutycznych (IPI) stanowi jedno z najważniejszych wyzwań operacyjnych w branży. Wiele z tych substancji wykazuje silną aktywność biologiczną, znaczną toksyczność lub silne właściwości uczulające. Ich dopuszczalne wartości narażenia zawodowego (OEL) często spadają poniżej 1 mg/m3, a w wielu przypadkach w ogóle nie ustalono publicznie zatwierdzonego OEL. Stwarza to podwójny imperatyw: ochronę operatorów przed niebezpiecznym narażeniem, przy jednoczesnym zachowaniu integralności i sterylności samych materiałów. Aseptyczny dzielony zawór motylkowy — powszechnie znany w literaturze technicznej jako zawór αβ — okazał się podstawą technologii umożliwiającej spełnienie obu wymagań w ramach jednego, eleganckiego rozwiązania inżynieryjnego.
Co to jest aseptyczny dzielony zawór motylkowy?
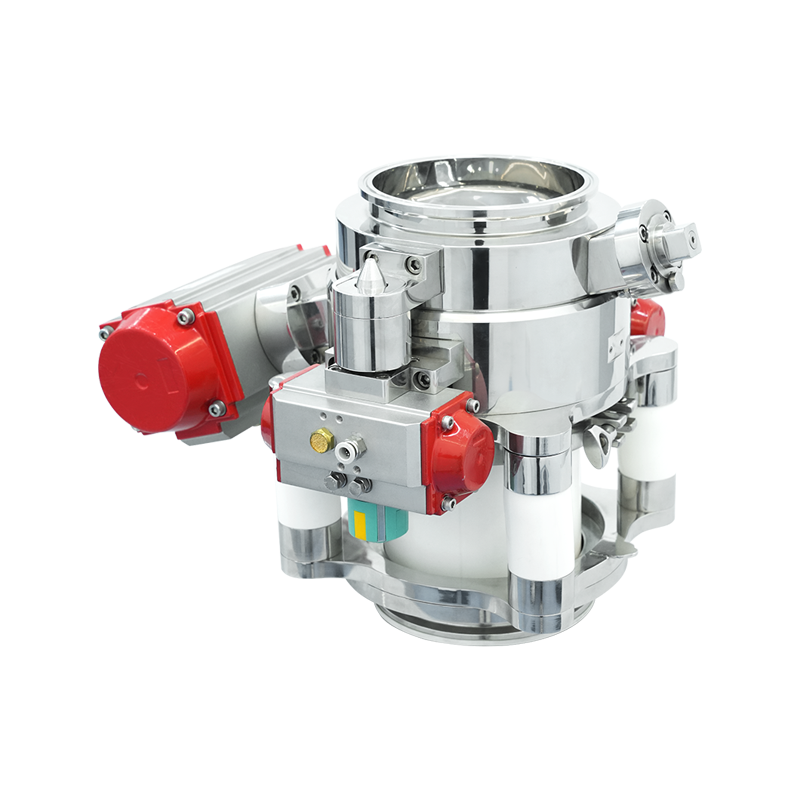
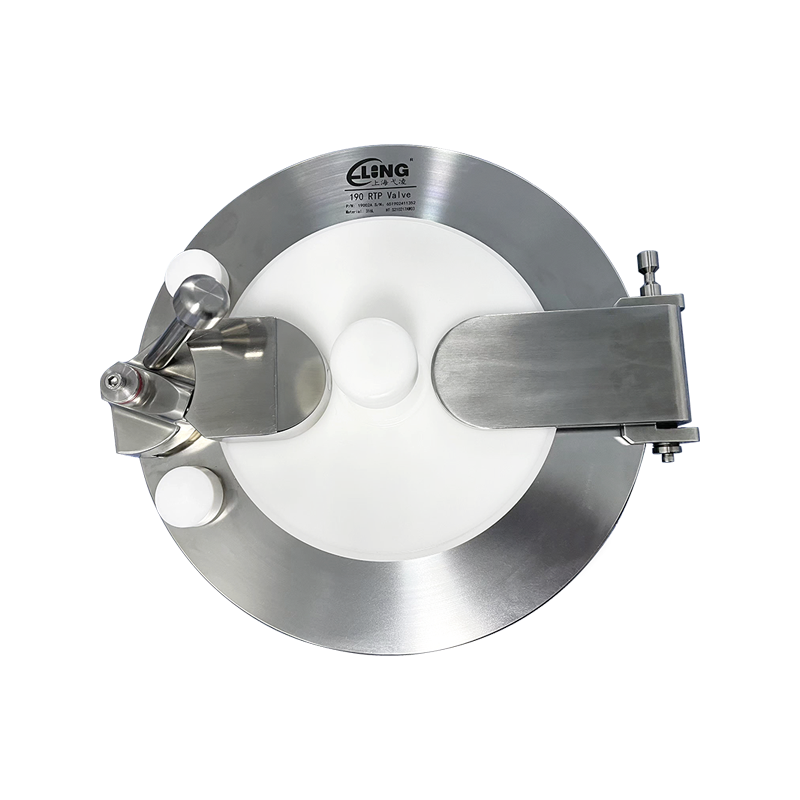
An aseptyczny dzielony zawór motylkowy lub zawór αβ to system zaworów zabezpieczających z dzielonym korpusem, zaprojektowany w celu umożliwienia przenoszenia proszków, granulek i innych suchych materiałów pomiędzy urządzeniami lub pojemnikami w całkowicie zamkniętym środowisku. System składa się z dwóch połówek — elementu α (alfa), który jest zwykle mocowany do naczynia dozującego lub źródła, oraz elementu β (beta), który jest mocowany do naczynia odbiorczego lub dalszego wyposażenia. Kiedy dwie połówki są ze sobą połączone i połączone, tworzą szczelne połączenie, które umożliwia przepływ materiału bez narażenia na otaczające środowisko. Po rozdzieleniu każda połówka jest niezależnie uszczelniona, co zapewnia, że ani materiał, ani operator nie zostaną narażeni podczas łączenia lub rozłączania.
Technologia ta zasadniczo różni się od tradycyjnych metod przenoszenia proszku, takich jak otwarte nabieranie, systemy typu bag-in/bag-out czy zsypy grawitacyjne. Te konwencjonalne podejścia niosą ze sobą nieodłączne ryzyko wytwarzania cząstek unoszących się w powietrzu, skażenia krzyżowego i naruszenia sterylności. Zawór αβ eliminuje to ryzyko, utrzymując ciągłą barierę fizyczną na każdym etapie operacji przesyłu.
Podstawowe zasady techniczne działania zaworu αβ
Zasada inżynieryjna stojąca za aseptycznym dzielonym zaworem motylkowym opiera się na pasywnym mechanizmie ograniczającym. Każdy dysk (element motylkowy) w połówkach α i β jest obciążony sprężyną i domyślnie pozostaje w pozycji zamkniętej. Kiedy dwie połówki stykają się i zamykają, tarcze obracają się jednocześnie, tworząc ciągły otwór, przez który może przechodzić materiał. W żadnym momencie podczas dokowania lub wydokowania powierzchnia materiału nie jest wystawiona na działanie atmosfery zewnętrznej.
Kluczowe cechy techniczne systemu zaworów αβ obejmują:
- Jednoczesne działanie dwóch tarcz: obie tarcze otwierają się i zamykają jednym, zsynchronizowanym ruchem, zapobiegając powstawaniu szczelin pomiędzy dwiema powierzchniami uszczelniającymi.
- Pasywna konstrukcja samouszczelniająca: napięcie sprężyny zapewnia szczelność każdej połówki bez konieczności jakiejkolwiek aktywnej interwencji operatora po odłączeniu.
- Wewnętrzna geometria o gładkim otworze: otwór zaworu został zaprojektowany tak, aby zminimalizować zatrzymywanie proszku i martwe strefy, ułatwiając całkowite opróżnienie i łatwe czyszczenie.
- Potwierdzona skuteczność izolacji: wiodące projekty zostały poddane walidacji w celu osiągnięcia poziomów izolacji 1 µg/m3 lub niższych w pomiarach średniej ważonej w czasie (TWA), spełniając wymagania OEB (pasmo narażenia zawodowego) 4 i 5.
- Aseptyczne wykończenie powierzchni: powierzchnie wewnętrzne są zazwyczaj polerowane do Ra ≤ 0,4 µm i produkowane ze stali nierdzewnej 316L zgodnie z wymogami GMP.
Zastosowania w produkcji farmaceutycznej i sterylnej
Aseptyczny dzielony zawór motylkowy znajduje zastosowanie w szerokim zakresie scenariuszy produkcji farmaceutycznej, gdzie wymagana jest jednoczesna szczelność, sterylność lub jedno i drugie. Jego wszechstronność czyni go niezbędnym elementem w operacjach wielu jednostek.
Transfer bardzo silnych API (HPAPI)
HPAPI, w tym związki cytotoksyczne stosowane w lekach onkologicznych, wymagają najwyższego poziomu ochrony operatora. Zawór αβ jest rutynowo używany do przenoszenia proszków HPAPI z naczyń do syntezy lub izolacji do stanowisk ważących, sprzętu mieszającego lub linii pakujących. Zamknięte środowisko transferu gwarantuje, że stężenia leków w powietrzu utrzymują się znacznie poniżej nawet najbardziej rygorystycznych progów OEL.
Sterylne napełnianie proszkiem i aseptyczne przetwarzanie
W aseptycznych środowiskach produkcyjnych — zwłaszcza w przypadku produktów do wstrzykiwania lub sterylnych preparatów do inhalacji suchego proszku (DPI) — utrzymanie kontroli mikrobiologicznej i cząstek stałych podczas przenoszenia proszku nie podlega negocjacjom. Zawór αβ umożliwia aseptyczne przenoszenie, zapewniając sterylny, kompatybilny interfejs, który można sterylizować na miejscu (SIP) lub dostarczać w stanie wstępnie sterylizowanym. Dzięki temu nadaje się do stosowania w izolatorach, systemach barier o ograniczonym dostępie (RABS) i pomieszczeniach czystych sklasyfikowanych zgodnie z normą ISO 5 lub wyższą.
Dozowanie i podział substancji kontrolowanych
Ramy regulacyjne, w tym ICH Q7 i Załącznik 1 GMP UE, wymagają, aby substancje kontrolowane i sterylne półprodukty były obsługiwane w warunkach zapobiegających zanieczyszczeniu krzyżowemu i nieuprawnionemu narażeniu. Całkowicie zamknięty mechanizm przesyłowy dzielonej przepustnicy bezpośrednio spełnia te wymagania, co czyni go preferowanym rozwiązaniem w przypadku zestawów dozujących obsługujących związki z Wykazu I/II, narkotyki i API na bazie hormonów.
Porównanie z alternatywnymi technologiami przenoszenia proszku
Zrozumienie, jak aseptyczny rozdzielany zawór motylkowy wypada na tle innych technologii przesyłu, pomaga inżynierom i kierownikom produkcji wybrać odpowiednie podejście do danego zastosowania.
| Technologia | Poziom powstrzymywania | Wsparcie sterylności | Bezpieczeństwo operatora | Możliwość czyszczenia |
| Dzielony zawór motylkowy αβ | ≤ 1 µg/m3 | Tak (SIP/wstępnie sterylizowane) | Znakomicie | Wysoka (kompatybilna z CIP) |
| Bag-in / Bag-out | ~10–100 µg/m3 | Ograniczona | Umiarkowane | Niski (jednorazowy) |
| Zsyp grawitacyjny / otwarty transfer | > 1000 µg/m3 | Nie | Biedny | Umiarkowane |
| Tylko schowek/izolator | ≤ 1 µg/m3 | Tak | Znakomicie | Umiarkowane (manual) |
Zgodność z przepisami i standardami branżowymi
Przemysł farmaceutyczny działa w ściśle określonych ramach regulacyjnych, a wszelki sprzęt używany do wytwarzania produktów leczniczych musi być zgodny z obowiązującymi normami. Aseptyczny dzielony zawór motylkowy został zaprojektowany i wyprodukowany zgodnie z wieloma międzynarodowymi wytycznymi i normami, w tym:
- Załącznik 1 GMP UE (wersja z 2023 r.): wymaga, aby cały transfer proszku w aseptycznej produkcji minimalizował ryzyko zanieczyszczenia poprzez systemy zamknięte i zwalidowane procesy.
- ICH Q7 (aktywne składniki farmaceutyczne): nakazuje izolowanie i zapobieganie zanieczyszczeniom krzyżowym na wszystkich etapach produkcji API, szczególnie w przypadku związków silnych i uczulających.
- Podstawowy przewodnik ISPE dotyczący wytwarzania produktów sterylnych: zaleca technologie zamkniętego transferu jako część strategii kontroli zanieczyszczeń.
- ISO 14644 (Normy dotyczące pomieszczeń czystych): reguluje wymagania dotyczące klasyfikacji pomieszczeń czystych, w ramach których należy przeprowadzać aseptyczne przelewy zaworów αβ.
- Protokół testowy SMEPAC: standardowa w branży metodologia pomiaru i walidacji szczelności urządzeń do przenoszenia proszku, w tym dzielonych przepustnic.
Rozważania projektowe dotyczące integracji i skalowalności
Wybór właściwej aseptycznej przepustnicy dzielonej dla danego procesu produkcyjnego wymaga dokładnej oceny kilku parametrów technicznych i operacyjnych. Inżynierowie procesu powinni ocenić wymagania dotyczące średnic otworów — standardowe rozmiary zazwyczaj mieszczą się w zakresie od DN50 do DN200 — aby dopasować je do żądanych natężeń przepływu i geometrii połączeń zbiorników. Należy również sprawdzić zgodność materiałową pomiędzy elementami zaworu i przenoszonym proszkiem, szczególnie w przypadku wysoce korozyjnych lub reaktywnych substancji czynnych.
Możliwość czyszczenia to kolejna kluczowa kwestia. W zakładach wytwarzających wiele produktów zawór musi obsługiwać zatwierdzone procedury czyszczenia, aby zapobiec zanieczyszczeniu krzyżowemu pomiędzy partiami. Większość zaworów αβ klasy GMP zaprojektowano pod kątem zgodności z czyszczeniem na miejscu (CIP), z gładkimi powierzchniami wewnętrznymi, zminimalizowanymi martwymi odnogami i pełną możliwością opróżniania. Niektóre konstrukcje zawierają również zintegrowane porty próbkowania lub czujniki wbudowane, umożliwiające monitorowanie procesu w czasie rzeczywistym bez naruszania integralności obudowy.
W przypadku obiektów zarządzających skalowaniem od produkcji pilotażowej do komercyjnej modułowe systemy zaworów αβ oferują znaczące korzyści. Standaryzowane interfejsy kołnierzowe umożliwiają wdrożenie tej samej technologii zaworów w środowiskach laboratoryjnych, laboratoryjnych i produkcyjnych na pełną skalę, zapewniając stałą wydajność hermetyzacji i upraszczając szkolenie operatorów w całym cyklu produkcyjnym.
Przyszłość transferu zamkniętego w produkcji farmaceutycznej
W miarę jak przemysł farmaceutyczny kontynuuje przechodzenie w kierunku bardziej złożonych, silnie działających i biologicznie aktywnych związków – w tym koniugatów przeciwciało-lek (ADC), wektorów terapii genowej i małocząsteczkowych API nowej generacji – zapotrzebowanie na zwalidowane rozwiązania do zamkniętego transferu będzie tylko rosło. Aseptyczna przepustnica dzielona jest dobrze przygotowana do ewolucji wraz z tymi trendami, a producenci coraz częściej oferują konfiguracje jednorazowych (jednorazowych) zaworów αβ, aby wspierać elastyczne, oparte na kampaniach modele produkcyjne, które wymagają szybkiej zmiany i mniejszych obciążeń związanych z walidacją czyszczenia.
Integracja cyfrowa to kolejna wyłaniająca się granica. Inteligentne systemy zaworów wyposażone w funkcję śledzenia RFID, elektroniczne monitorowanie momentu obrotowego i automatyczną weryfikację dokowania są już w fazie opracowywania, co zapewnia lepszą identyfikowalność procesów i zgodność z wymogami integralności danych określonymi we współczesnych dokumentach regulacyjnych. W branży, w której margines błędu w zakresie sterylności i obsługi o dużej mocy wynosi w rzeczywistości zero, aseptyczna dzielona przepustnica motylkowa stanowi nie tylko wybór komponentu, ale strategiczne zaangażowanie w jakość, bezpieczeństwo i doskonałość operacyjną.

















{kind=link}