











W produkcji farmaceutycznej aseptyczna produkcja sterylnych produktów leczniczych wymaga niezachwianego zaangażowania w kontrolę zanieczyszczeń na każdym etapie procesu. Jednym z najbardziej wymagających technicznie momentów w każdym aseptycznym przepływie pracy jest transfer materiałów — komponentów, pojemników, sprzętu lub produktu w trakcie procesu — pomiędzy obszarami o różnej klasyfikacji czystości. Za każdym razem, gdy otwierany jest izolator, system barier o ograniczonym dostępie (RABS) lub pomieszczenie czyste w celu wprowadzenia lub usunięcia materiału, powstaje potencjalna droga dla zanieczyszczeń mikrobiologicznych, cząstek stałych i krzyżowych. Port systemu szybkiego transferu, powszechnie nazywany portem RTP lub Zawór RTP istnieje specjalnie po to, aby wyeliminować to ryzyko, umożliwiając w pełni zamknięty transfer materiału o zapewnionej sterylności bez jakichkolwiek przerw w kontrolowanym środowisku. Zrozumienie, jak działają porty RTP, w jaki sposób są sprawdzane i jak wybrać odpowiedni system do konkretnego zastosowania farmaceutycznego, to podstawowa wiedza dla każdego, kto zajmuje się projektowaniem procesów aseptycznych, kwalifikacją obiektu lub kontrolą zanieczyszczeń.
Główny problem, jaki rozwiązują porty RTP w aseptycznej produkcji leków
Aseptyczna produkcja leków wymaga, aby sterylny produkt nigdy nie stykał się z niesterylną powierzchnią lub środowiskiem od momentu sterylizacji aż do ostatecznego zamknięcia pojemnika. Wymóg ten stwarza podstawowe wyzwanie inżynieryjne: w jaki sposób przenosić obiekty fizyczne — fiolki, korki, liofilizowany produkt, narzędzia lub próbki — do i z izolatora lub pomieszczenia czystego, bez tworzenia nawet chwilowego niekontrolowanego otwarcia pomiędzy sterylnym wnętrzem a otaczającym środowiskiem?
Tradycyjne podejścia — takie jak śluzy transferowe z sekwencyjnymi blokadami drzwi, procedury odkażania typu „spryskaj i przetrzyj” lub okapy z przepływem laminarnym — wszystkie wymagają interwencji człowieka na styku, wprowadzają zmienność procedur, a ich skuteczność opiera się na technice operatora. Podejścia te mogą być odpowiednie w przypadku transferów o niższym ryzyku w środowiskach klasy C lub D, ale są zasadniczo niewystarczające do bezpośredniego przeniesienia do izolatorów klasy A obsługujących sterylne produkty o wysokiej wartości i wysokim ryzyku, takie jak leki biologiczne do wstrzykiwań, leki cytotoksyczne, produkty lecznicze terapii zaawansowanej (ATMP) lub radiofarmaceutyki.

Port RTP rozwiązuje ten problem poprzez konstrukcję mechaniczną, która fizycznie zapobiega przedostawaniu się jakiejkolwiek powierzchni wystawionej na działanie środowiska zewnętrznego do strefy sterylnej, a jednocześnie zapobiega wystawieniu sterylnego wnętrza na zewnątrz – niezależnie od techniki operatora. Zasada jest elegancka: dwoje półdrzwi, jedno przymocowane do ściany izolatora (port alfa) i drugie przymocowane do kontenera transferowego (port beta), można połączyć tylko ze sobą i otworzyć do wewnątrz jako zamknięta para. Powierzchnie zewnętrzne obu drzwi są ze sobą połączone i pozostają trwale na zewnątrz; tylko powierzchnie skierowane wcześniej do wnętrza są kiedykolwiek wystawiane na działanie strefy sterylnej.
Jak działa zawór RTP: mechanika portu alfa i beta
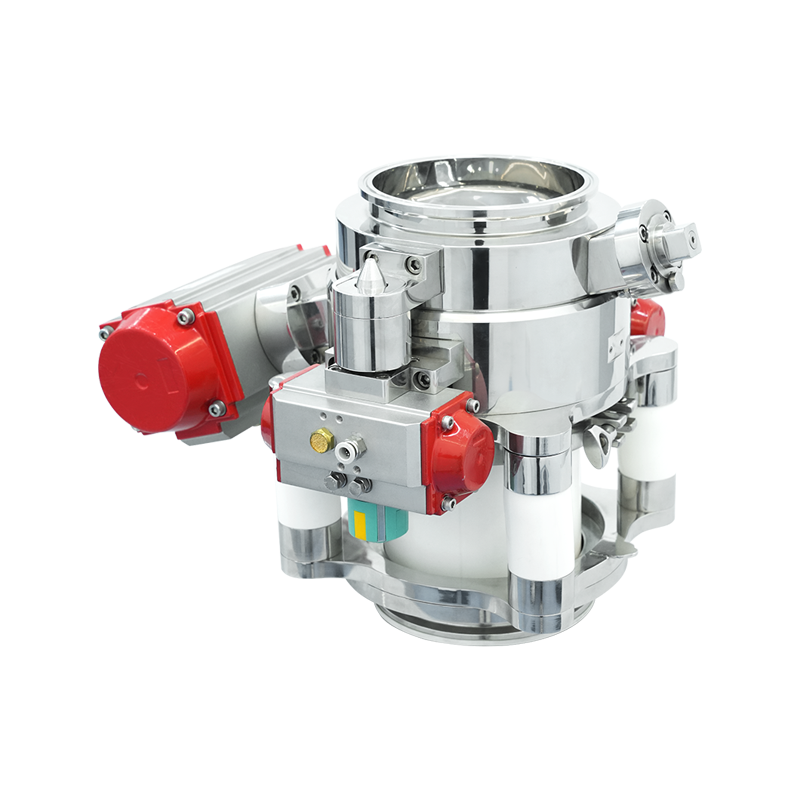
System RTP składa się z dwóch uzupełniających się elementów, które zawsze muszą ze sobą współdziałać. Port alfa to stały element instalowany na stałe w ścianie izolatora, obudowy RABS lub panelu dostępu do pomieszczenia czystego. Zawiera okrągłe drzwi z mechanizmem blokującym i, w większości konstrukcji, możliwością odkażania. Port beta to wyjmowany element — zwykle sztywny pojemnik do przenoszenia, torba lub bęben wyposażony w pasujące drzwiczki — który jest doprowadzany do portu alfa w celu podłączenia.
Sekwencja łączenia rozpoczyna się, gdy kołnierz portu beta zostaje doprowadzony do portu alfa i obrócony w celu zazębienia się z mechanizmem blokującym — zazwyczaj jest to wielopunktowy zamek bagnetowy wymagający określonego obrotu kątowego do pełnego zatrzaśnięcia. Po zablokowaniu dwoje drzwi jest mechanicznie połączonych ze sobą w jedną całość. Mechanizm blokujący jednocześnie zwalnia kombinowany zespół drzwi, który następnie jest odchylany lub wsuwany do wewnątrz izolatora. Co najważniejsze, zewnętrzna powierzchnia drzwi alfa (która wcześniej była wystawiona na działanie zewnętrznego środowiska izolatora) jest teraz połączona twarzą w twarz z zewnętrzną powierzchnią drzwi beta (która wcześniej była wystawiona na działanie zewnętrznego środowiska przenoszenia). Te dwie zanieczyszczone powierzchnie są ze sobą trwale połączone podczas całego procesu przenoszenia i nigdy nie są wystawione na działanie sterylnego wnętrza.
Po zakończeniu przenoszenia połączone drzwi powracają do pozycji zamkniętej, pojemnik beta obraca się w celu rozłączenia zamka bagnetowego, a port beta jest usuwany. Drzwiczki portu alfa powracają do swojego zamkniętego położenia, zachowując integralność izolatora. Cała sekwencja przenoszenia została ukończona bez jakiejkolwiek niekontrolowanej ścieżki pomiędzy wnętrzem izolatora a środowiskiem zewnętrznym na żadnym etapie procesu.
Warianty projektów portów RTP i ich zastosowania
Chociaż zasada alfa-beta jest spójna we wszystkich systemach RTP, istnieją znaczące różnice w konstrukcji, które wpływają na przydatność do różnych zastosowań farmaceutycznych. Zrozumienie tych wariantów umożliwia inżynierom procesu wybór systemu najlepiej dopasowanego do ich specyficznych wymagań dotyczących przesyłu.
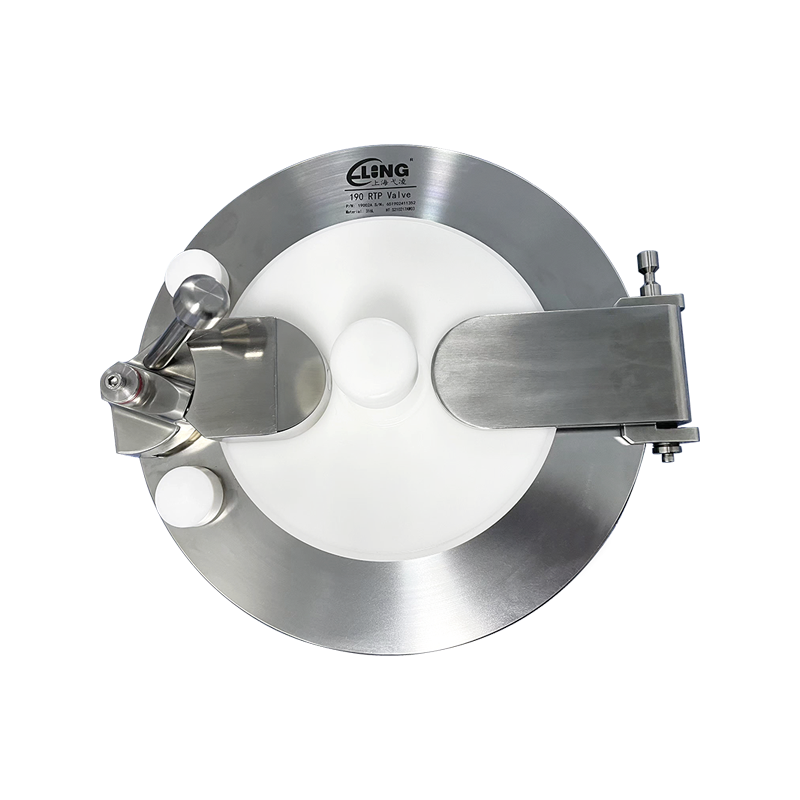
Standardowe okrągłe porty RTP
W najpowszechniej stosowanym formacie RTP wykorzystywane są okrągłe drzwi o średnicy zwykle mieszczącej się w zakresie od 105 mm do 460 mm, przy czym najpopularniejsze rozmiary w instalacjach izolatorów farmaceutycznych to 190 mm i 320 mm. Okrągła geometria zapewnia jednolitą powierzchnię uszczelniającą i mechanicznie skuteczny mechanizm blokujący bagnetowy. Standardowe porty okrągłe służą do przenoszenia komponentów, takich jak zakorkowane fiolki, napełnione strzykawki, korki i drobne elementy wyposażenia. Są kompatybilne ze sztywnymi pojemnikami do przenoszenia, elastycznymi workami wspartymi na sztywnych ramach zewnętrznych i adapterami bębnów do transportu komponentów sypkich.
Odkażanie portów RTP
W przypadku transferów wymagających dodatkowego etapu biodekontaminacji — zwłaszcza gdy przedmioty wchodzące do izolatora nie mogą być wstępnie sterylizowane z zewnątrz — porty odkażające RTP zawierają małą pierścieniową komorę odkażającą pomiędzy drzwiami alfa i beta. Po zablokowaniu pojemnika beta w porcie alfa, ale przed otwarciem połączonych drzwi, do tej pierścieniowej przestrzeni wstrzykuje się środek sporobójczy (zwykle odparowany nadtlenek wodoru, VHP), odkażając powierzchnie obu drzwi i wewnętrzną powierzchnię kołnierza pojemnika beta. Podejście to zapewnia potwierdzoną logarytmiczną redukcję obciążenia biologicznego na granicy faz przenoszenia i jest wymagane w przypadku transferów do izolatorów używanych do testowania sterylności lub bardzo wrażliwych procesów biologicznych.
Systemy ciągłego transportu wykładzin i bębnów
W przypadku przesyłu dużych ilości materiałów luzem – produktów liofilizowanych luzem, dużych ilości komponentów lub usuwania odpadów – systemy ciągłego wkładu i porty transferu bębnów rozszerzają zasadę RTP na większe formaty. Systemy ciągłej wykładziny wykorzystują rękaw z elastycznej folii z tworzywa sztucznego, wstępnie zgrzany pomiędzy portem alfa a pojemnikiem transferowym; materiał przechodzi przez tuleję, która jest następnie zgrzewana i cięta w celu zamknięcia każdego transferu bez odsłonięcia wnętrza izolatora. Porty do przenoszenia beczek wykorzystują ponadwymiarową konfigurację alfa-beta, mieszczącą standardowe beczki farmaceutyczne o pojemności 10–200 litrów, umożliwiając przenoszenie dużych ilości masowych do izolatorów zabezpieczających w celu bardzo skutecznej obsługi związków.
Wymagania regulacyjne i walidacyjne dla systemów RTP
Korzystanie z portów RTP w aseptycznej produkcji leków to nie tylko najlepsza praktyka — coraz częściej staje się oczekiwaniem regulacyjnym w przypadku procesów aseptycznych opartych na izolatorach, przeglądanych w ramach Załącznika 1 UE GMP (wersja z 2022 r.), Wytycznych FDA dla przemysłu dotyczących sterylnych produktów leczniczych wytwarzanych metodą aseptycznego przetwarzania oraz PIC/S PE 009. W szczególności rewizja Załącznika 1 UE GMP z 2022 r. ustanawia szczegółowe ramy strategii kontroli zanieczyszczeń (CCS), która wyraźnie odnosi się do transferu materiałów do i z aseptycznych środowisk produkcyjnych, kładąc duże oczekiwania w stosunku do stosowania zatwierdzonych zamkniętych systemów transferu.
Walidacja systemu RTP do aseptycznego użytku farmaceutycznego wymaga wykazania trzech głównych atrybutów wydajności: integralności fizycznej obudowy, zapobiegania przedostawaniu się drobnoustrojów i skuteczności odkażania (w stosownych przypadkach). Fizyczną szczelność zazwyczaj demonstruje się poprzez badanie utrzymywania ciśnienia zmontowanego interfejsu alfa-beta, potwierdzając, że na powierzchniach uszczelniających nie ma ścieżki wycieku w warunkach różnicy ciśnień utrzymywanej w izolatorze. Zapobieganie wnikaniu drobnoustrojów potwierdza się poprzez badania prowokacyjne, w których sekwencję przenoszenia przeprowadza się przy zanieczyszczeniu mikrobiologicznym o wysokim stężeniu nałożonym na zewnętrzne powierzchnie pojemnika do przenoszenia, a następnie wnętrze izolatora jest testowane w celu potwierdzenia zerowego przedostawania się zanieczyszczeń.
W przypadku odkażania portów RTP obejmujących obróbkę VHP, walidacja skuteczności sporobójczej jest zgodna z ramami ISO 14937, zazwyczaj wymagając wykazania redukcji o co najmniej 6 log wskaźników biologicznych Geobacillus stearothermophilus umieszczonych w najtrudniejszych miejscach w komorze dekontaminacyjnej. Opracowanie cyklu musi uwzględniać specyficzną geometrię portu i charakterystykę napowietrzania używanego generatora VHP, ponieważ resztkowe poziomy VHP muszą zostać obniżone do poniżej 1 ppm przed otwarciem połączonych drzwi do izolatora, aby chronić produkt i operatorów.
Kluczowe parametry wydajności, które należy ocenić przy wyborze systemu RTP
| Parametr | Typowa specyfikacja | Dlaczego to ma znaczenie |
| Średnica portu | 105 mm – 460 mm | Musi pomieścić największy przenoszony przedmiot |
| Mechanizm uszczelniający | O-ring z EPDM lub silikonu, bagnet wielopunktowy | Utrzymuje szczelność przy różnicy ciśnień w izolatorze |
| Materiał konstrukcyjny | Stal nierdzewna 316L, PEEK lub HDPE | Musi być kompatybilny z VHP, IPA i środkami czyszczącymi |
| Możliwość odkażania | Zintegrowana komora pierścieniowa VHP (opcjonalnie) | Wymagane w przypadku izolatorów do testów sterylności i transferów wysokiego ryzyka |
| Ocena różnicy ciśnień | ±200 Pa do ±500 Pa (w zależności od konstrukcji izolatora) | Uszczelnienie musi zachować integralność przy dodatnim lub ujemnym ciśnieniu roboczym |
| Życie cykliczne | 10 000 – 50 000 cykli połączeń | Określa częstotliwość konserwacji i wymiany uszczelek |
| Dokumentacja regulacyjna | Protokoły FAT/SAT, pakiet obsługi IQ/OQ/PQ | Wymagane do celów kwalifikacji GMP i wsparcia w zakresie składania wniosków regulacyjnych |
Integracja portów RTP z projektem izolatora i RABS
Porty RTP należy określić i rozmieścić na wczesnym etapie projektowania izolatora lub obudowy RABS — modernizacja portów w istniejącej ścianie obudowy jest technicznie możliwa, ale znacznie bardziej złożona niż integracja ich na etapie projektowania. Liczbę, rozmiar i lokalizację portów RTP należy określić na podstawie szczegółowej analizy przepływu materiałów w procesie, mapując każdy materiał, który wejdzie do izolatora lub go opuści podczas kampanii produkcyjnej, w tym surowce, komponenty, próbki w procesie, odpady i elementy konserwacyjne.
Lokalizacja portów na ścianie izolatora musi równoważyć ergonomiczną dostępność dla operatorów (porty powinny być dostępne bez niewygodnej postawy, która zwiększa ryzyko błędów w obsłudze), łatwość czyszczenia (porty powinny być umieszczone w taki sposób, aby uniknąć martwych stref, w których gromadzą się pozostałości produktu lub środka czyszczącego) oraz charakterystykę przepływu powietrza (dużych portów nie należy umieszczać w miejscu, w którym ich otwarte drzwi mogłyby zakłócić jednokierunkowy wzór przepływu powietrza chroniący strefę klasy A). W przypadku izolatorów z więcej niż trzema lub czterema portami RTP, trójwymiarowa symulacja ergonomii i przepływu powietrza jest opłacalną inwestycją na etapie projektowania, aby zidentyfikować potencjalne problemy przed produkcją.
Konserwacja, wymiana uszczelek i bieżące monitorowanie wydajności
Uszczelniające pierścienie typu O-ring i uszczelki w portach RTP to elementy eksploatacyjne, które najbardziej bezpośrednio wpływają na skuteczność hermetyzacji w całym okresie eksploatacji systemu. O-ringi z EPDM i silikonu stosowane w portach farmaceutycznych RTP podlegają odkształceniu ściskającemu — trwałemu zmniejszeniu średnicy przekroju poprzecznego pierścienia O-ring spowodowanego długotrwałym ściskaniem — co zmniejsza siłę uszczelniającą i ostatecznie umożliwia powstanie dróg wycieku. Stopień sprężania zależy od materiału pierścienia O-ring, temperatury i środowiska chemicznego oraz liczby cykli łączenia i rozłączania, jakim podlega port.
Producenci zazwyczaj określają okresy wymiany pierścieni uszczelniających na podstawie liczby cykli, a nie czasu kalendarzowego, przy czym odstępy wynoszą od 500 do 5000 cykli, w zależności od konkretnego materiału pierścieni uszczelniających i konstrukcji przyłącza. Obiekty powinny wdrożyć system liczenia cykli — dzienniki ręczne lub liczniki automatyczne — w celu śledzenia, kiedy każdy port osiąga próg wymiany. Pomiędzy planowanymi wymianami pierścieni uszczelniających typu O-ring, sprawdzanie szczelności każdego portu w regularnych odstępach czasu (zwykle co sześć miesięcy lub po każdej konserwacji) przy użyciu testu utrzymywania ciśnienia lub gazu znakującego zapewnia stałą pewność, że integralność uszczelnienia zostanie utrzymana. Każdy port, który nie przejdzie pomyślnie testu szczelności, należy wycofać z użytku, wymienić pierścień uszczelniający i ponownie zakwalifikować port przed ponownym oddaniem do użytku aseptycznego.
















{kind=link}