











W ściśle regulowanych środowiskach produkcyjnych — szczególnie w produkcji farmaceutycznej, biotechnologii i precyzyjnym przetwarzaniu chemicznym — bezpieczne przenoszenie silnych, toksycznych lub sterylnych materiałów między strefami przechowawczymi jest jedną z najbardziej krytycznych operacyjnie i obarczonych ryzykiem czynności wykonywanych codziennie. System Rapid Transfer Port (RTP) w połączeniu z workiem beta stał się jednym z najczęściej stosowanych rozwiązań inżynieryjnych zapewniających transfer materiałów wolny od zanieczyszczeń bez naruszania integralności obudowy. Zrozumienie, czym jest torba beta RTP, jak integruje się z szerszym systemem RTP oraz jak ją prawidłowo określić i używać, jest niezbędne dla inżynierów procesów, specjalistów ds. zabezpieczeń i specjalistów ds. zapewnienia jakości pracujących w tych wymagających branżach.
Co to jest torba RTP Beta?
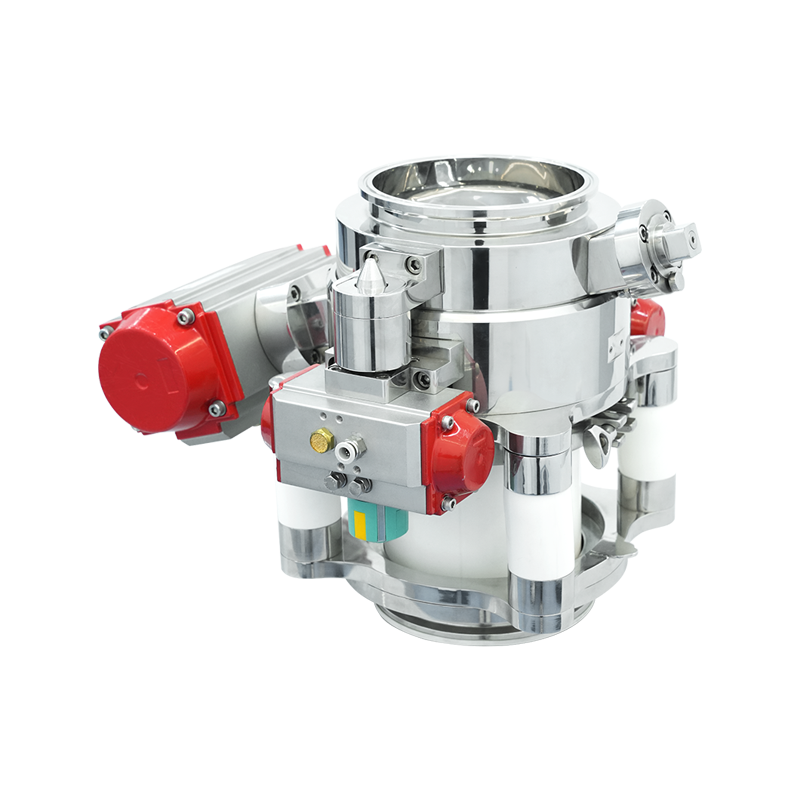
Torba beta RTP to elastyczna torba do jednorazowego lub wielokrotnego użytku, wyposażona w znormalizowany kołnierz beta, który stanowi połowę połączenia portu szybkiego transferu. Sam system RTP to technologia zaworu dzielonego, składająca się z dwóch powiązanych ze sobą elementów: portu alfa, który jest na stałe zainstalowany w obudowie zabezpieczającej, takiej jak izolator, komora rękawicowa lub naczynie procesowe, oraz elementu beta, który jest przymocowany do przenoszonego przedmiotu – w tym przypadku elastycznej torby. Gdy komponenty alfa i beta zostaną ze sobą połączone i zamknięte, powstaje wolna od zanieczyszczeń ścieżka, przez którą zawartość worka może zostać przeniesiona do obudowy bez narażania operatora lub otoczenia na kontakt z materiałem znajdującym się w środku.
Worek beta jest elastycznym elementem tego systemu i służy jako główne naczynie zabezpieczające dla materiałów wprowadzanych do strefy kontrolowanej lub z niej usuwanych. Worki Beta służą do przenoszenia sproszkowanych aktywnych składników farmaceutycznych (API), granulek, peletek, substancji pomocniczych, materiałów odpadowych, a w niektórych konfiguracjach również cieczy lub substancji półstałych. Są produkowane zgodnie z precyzyjnymi standardami wymiarowymi, dzięki czemu kołnierz beta niezawodnie współpracuje z portami alfa z tej samej rodziny systemów, zapewniając spójne, szczelne połączenie za każdym razem, niezależnie od zmienności techniki operatora.

Jak system RTP współpracuje z torbą Beta
Zasada działania systemu RTP opiera się na koncepcji zawsze zamkniętego przesyłu: w żadnym momencie sekwencji podłączania, przesyłu lub rozłączania wnętrze obudowy zabezpieczającej nie jest narażone na działanie środowiska zewnętrznego, ani operator nie jest narażony na przenoszony materiał. Osiąga się to poprzez starannie zaprojektowaną sekwencję działań mechanicznych, które są na tyle proste, że można je niezawodnie wykonać w rutynowych warunkach produkcyjnych.
Przed podłączeniem zarówno port alfa na obudowie, jak i kołnierz beta na torbie mają na swoim miejscu odpowiednie krążki zamykające, uszczelniając każdą stronę niezależnie. Po przyłożeniu worka beta do portu alfa kołnierz beta jest wyrównywany i blokowany na obudowie portu alfa za pomocą mechanizmu blokującego ćwierćobrotowego lub bagnetowego, w zależności od projektu systemu. Po zablokowaniu dwie tarcze zamykające są skutecznie łączone twarzą w twarz, przy czym wszelkie zanieczyszczenia znajdujące się na zewnętrznych powierzchniach płyt są teraz umieszczone pomiędzy nimi i odizolowane zarówno od wnętrza obudowy, jak i od środowiska operatora. Połączony zespół dysków jest następnie otwierany do wewnątrz poprzez obracanie lub przesuwanie wewnętrznego uchwytu portu alfa, tworząc niezakłócony otwór, przez który można opróżnić lub napełnić zawartość worka. Po zakończeniu przenoszenia zespół dysku zostaje zamknięty, torebka beta zostaje odblokowana i wyjęta, a obie strony powracają do swojego niezależnie zamkniętego stanu.
Materiały i opcje konstrukcyjne worków Beta
Wybór materiałów na worki beta opiera się na zgodności chemicznej obsługiwanego produktu, wymaganiach regulacyjnych środowiska produkcyjnego, konieczności stosowania jednorazowych lub wielokrotnego użytku oraz właściwościach fizycznych przenoszonego materiału. Worki Beta są dostępne w różnych konstrukcjach foliowych i materiałach kołnierzy, aby sprostać tym różnorodnym wymaganiom.
Materiały foliowe w workach
Folia polietylenowa (PE) jest najczęściej stosowanym materiałem na farmaceutyczne worki beta ze względu na jej szeroką kompatybilność chemiczną, niski profil ekstrakcji i wymywania oraz dostępność w klasach VI USP i zgodnych z FDA. Polietylen o małej gęstości (LDPE) zapewnia wysoką elastyczność i dobrą odporność na uderzenia w niskich temperaturach, natomiast polietylen o dużej gęstości (HDPE) zapewnia większą sztywność i właściwości barierowe dla materiałów wymagających solidniejszej obudowy fizycznej. Do zastosowań wymagających zwiększonej odporności chemicznej lub właściwości barierowych przed wilgocią i tlenem dostępne są wielowarstwowe folie laminowane łączące polietylen z warstwami folii nylonowej, EVOH lub aluminiowej. W przypadku proszków wrażliwych elektrostatycznie, które mogą powodować ryzyko zapłonu lub powodować przyleganie proszku do ścianek worka, stosuje się warianty folii antystatycznej i przewodzącej.
Materiały kołnierzy Beta
Kołnierz beta — sztywny element pierścieniowy współpracujący z portem alfa — jest najczęściej wytwarzany z polietylenu lub polipropylenu o dużej gęstości do zastosowań jednorazowego użytku, co stanowi opłacalną opcję jednorazowego użytku, która eliminuje wymagania dotyczące walidacji czyszczenia pomiędzy partiami. Kołnierze beta ze stali nierdzewnej (gatunek 316L) są stosowane w konfiguracjach wielokrotnego użytku, w których korpus worka jest wymieniany, ale kołnierz jest czyszczony i ponownie używany lub gdy proces wymaga wyższej stabilności wymiarowej i odporności na temperaturę, jaką zapewnia metal. Dostępne są kołnierze z polisiarczku fenylenu (PPS) i inne wysokowydajne kołnierze polimerowe do zastosowań obejmujących agresywne rozpuszczalniki lub podwyższone temperatury procesu, gdzie standardowe kołnierze poliolefinowe byłyby nieodpowiednie.
Standardowe zakresy i konfiguracje rozmiarów worków RTP Beta
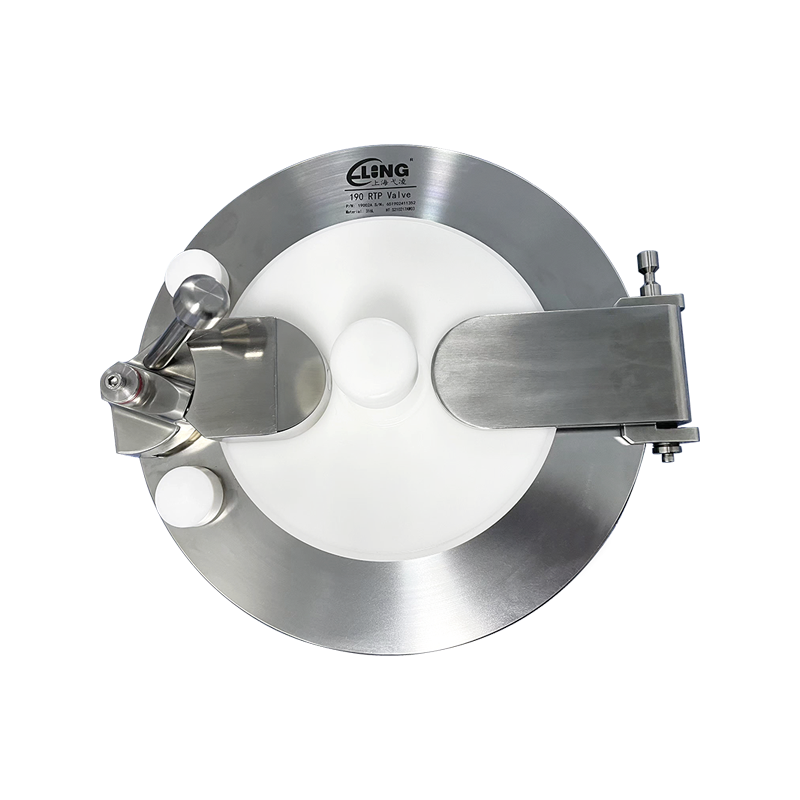
Worki RTP beta są dostępne w szerokiej gamie rozmiarów i konfiguracji, aby dopasować je do wymagań dotyczących objętości i geometrii różnych operacji transferu. Średnica kołnierza jest standaryzowana w każdej rodzinie systemów RTP — najczęściej są to średnice 105 mm, 190 mm i 330 mm — a następnie objętość i geometria worka są dostosowywane do wybranego rozmiaru kołnierza.
| Średnica kołnierza | Typowy zakres głośności | Wspólna aplikacja |
| 105 mm | 0,5 l – 5 l | Transfer API na małą skalę, pobieranie próbek |
| 190 mm | 5 litrów – 50 litrów | Produkcja na średnią skalę, transfer granulatu |
| 330 mm | 50 L – 200 L | Transfer proszku luzem na dużą skalę |
| Rozmiary niestandardowe | Specyficzne dla aplikacji | Zbiórka odpadów, transfer cieczy |
Poza objętością, worki beta można skonfigurować z szeregiem dodatkowych funkcji, w tym wewnętrznymi wkładkami zapewniającymi dodatkową kontrolę zanieczyszczeń, rynienami wyładowczymi lub zamknięciami u podstawy do opróżniania grawitacyjnego, pętlami do zawieszania lub panelami z fałdami ułatwiającymi napełnianie i rozładowywanie oraz panelami z etykietami do identyfikacji partii i identyfikowalności. Torby używane w pomieszczeniach czystych są zazwyczaj dostarczane jako wstępnie oczyszczone, w podwójnych workach i w razie potrzeby napromieniowane promieniowaniem gamma w celu zapewnienia sterylności.
Kluczowe zastosowania toreb RTP Beta w przemyśle
Worki RTP beta są stosowane w szerokiej gamie zastosowań produkcyjnych o dużej szczelności i w pomieszczeniach czystych, gdzie wymagane jest jednoczesne połączenie ochrony operatora, ochrony produktu i wydajności przenoszenia.
- Skuteczna obsługa API w produkcji farmaceutycznej: Bardzo silne aktywne składniki farmaceutyczne (HPAPI) z dopuszczalnymi wartościami narażenia zawodowego (OEL) poniżej 10 µg/m3 wymagają zamkniętych systemów przenoszenia w celu ochrony operatorów przed wdychaniem i narażeniem przez skórę. Worki RTP beta umożliwiają ważenie, dozowanie i wprowadzanie proszków HPAPI do urządzeń do formułowania całkowicie w środowisku izolatora, przy czym transfer za pośrednictwem RTP eliminuje etap narażenia na świeżym powietrzu.
- Sterylna produkcja i aseptyczne przetwarzanie: W produkcji sterylnych produktów leczniczych torebki beta służą do wprowadzania komponentów, substancji pomocniczych i materiałów opakowaniowych do izolatorów pomieszczeń czystych klasy A/B bez narażania sterylnego pola. Sekwencja przenoszenia RTP eliminuje potrzebę dezynfekcji natryskowej i ręcznego wycierania każdego przedmiotu wchodzącego do izolatora, zmniejszając zarówno ryzyko zanieczyszczenia, jak i czas przenoszenia.
- Zamknięte usuwanie odpadów z izolatorów: Worki Beta skonfigurowane do zbierania odpadów umożliwiają usuwanie zużytych materiałów, zanieczyszczonych materiałów jednorazowego użytku i odpadów procesowych z izolatorów bezpieczeństwa bez przerywania obudowy. Odpady są gromadzone w worku beta wewnątrz izolatora, worek jest szczelnie zamykany, a napełniony worek beta jest dokowany do portu alfa w ścianie izolatora w celu usunięcia – przy zachowaniu pełnej szczelności przez cały proces usuwania odpadów.
- Ochrona biologiczna w produkcji szczepionek i produktów biologicznych: W biologicznych zakładach produkcyjnych zajmujących się żywymi organizmami, wektorami wirusowymi lub materiałami zmodyfikowanymi genetycznie, worki RTP beta zapewniają sprawdzony mechanizm przenoszenia, który zapobiega uwalnianiu się do środowiska, umożliwiając jednocześnie przemieszczanie materiałów pomiędzy strefami o określonym poziomie bezpieczeństwa biologicznego w obiekcie.
- Zastosowania nuklearne i radiofarmaceutyczne: Ogniwa gorące i obudowy zabezpieczające przed promieniowaniem stosowane w produkcji radiofarmaceutycznej wykorzystują worki RTP beta do przenoszenia radioizotopów i znakowanych związków przy pełnym zamknięciu materiału radioaktywnego i ochronie personelu przed dawką promieniowania.
Wymagania dotyczące wydajności zabezpieczenia i walidacji
W przypadku worków RTP beta stosowanych w produkcji farmaceutycznej skuteczność szczelności należy wykazać w drodze zatwierdzonych testów, a nie zakładać wyłącznie na podstawie założeń projektowych. Agencje regulacyjne, w tym FDA, EMA i krajowe organy ds. leków, oczekują od producentów przedstawienia dokumentów potwierdzających, że ich systemy bezpieczeństwa – w tym etap przenoszenia RTP – zapewniają wymaganą skuteczność hermetyzacji w rzeczywistych warunkach produkcji.
Testowanie proszku zastępczego
Szczelność transferu worków beta RTP jest zazwyczaj określana ilościowo za pomocą zastępczego badania proszku, podczas którego nieszkodliwy proszek o właściwościach fizycznych podobnych do rzeczywistego API jest przenoszony przez system RTP w warunkach reprezentatywnych dla produkcji. Próbki powietrza są pobierane w strefach oddychania i obszarach ogólnych podczas operacji przenoszenia i analizowane w celu określenia stężenia substytutu w powietrzu. Wyniki wyrażono jako średnie stężenie ważone w czasie (TWA) i porównano z OEL rzeczywistego API, aby potwierdzić, że system zapewnia odpowiedni margines bezpieczeństwa. Renomowani dostawcy worków RTP i beta mogą udostępnić opublikowane dane dotyczące wydajności zabezpieczeń na podstawie standardowych protokołów testów, takich jak te zdefiniowane przez ISPE (Międzynarodowe Towarzystwo Inżynierii Farmaceutycznej) i SMEPAC (Standardowy Pomiar Stężenia Cząstek W Powietrzu Sprzętu).
Testowanie integralności torebek Beta
Przed użyciem worki beta należy sprawdzić integralność, aby potwierdzić, że folia worka i złącze spawane kołnierz-folia są wolne od porów, nieszczelności lub wad, które mogłyby zagrozić szczelności. Metody testowania integralności obejmują test zaniku próżni, test utrzymywania nadciśnienia i test zanurzeniowy. W przypadku zastosowań sterylnych producenci zazwyczaj dostarczają torby z certyfikatami zgodności potwierdzającymi, że w ramach procesu kontroli jakości produkcji przeprowadzono testy integralności. W przypadku niesterylnych zastosowań farmaceutycznych protokoły kontroli przychodzącej powinny określać częstotliwość pobierania próbek i kryteria akceptacji w celu weryfikacji integralności.
Najlepsze praktyki dotyczące stosowania torebek RTP Beta w produkcji
Osiągnięcie spójnej i niezawodnej ochrony worków RTP beta w produkcji wymaga zwrócenia uwagi na dyscyplinę proceduralną, warunki przechowywania i przeszkolenie operatorów, które wykraczają poza zwykłe zakup odpowiedniego sprzętu.
- Sprawdź każdą torbę przed użyciem: Nawet torby dostarczane w zapieczętowanych opakowaniach do pomieszczeń czystych należy przed użyciem sprawdzić wzrokowo pod kątem uszkodzeń folii, integralności spawów na złączu kołnierzowym i prawidłowej orientacji kołnierza beta. Torba z uszkodzonym zgrzewem lub wadą folii ulegnie uszkodzeniu podczas operacji przenoszenia, potencjalnie uwalniając zawarty w niej materiał do środowiska.
- Postępuj zgodnie z prawidłową sekwencją dokowania bez skrótów: Sekwencja dokowania i oddokowania RTP to zdefiniowana procedura, której należy przestrzegać za każdym razem w odpowiedniej kolejności. Skróty — takie jak otwarcie połączonego dysku przed sprawdzeniem, czy zamek jest całkowicie włączony lub próba oddokowania bez uprzedniego całkowitego zamknięcia dysku — mogą spowodować naruszenie zabezpieczeń. Szkolenie operatorów powinno obejmować praktyczną demonstrację i ocenę kompetencji w oparciu o pisemną standardową procedurę operacyjną.
- Przechowuj torebki beta w kontrolowanych warunkach: Worki beta z folią należy przechowywać w oryginalnie zamkniętym opakowaniu, w czystych pomieszczeniach o kontrolowanej temperaturze, z dala od narażenia na promieniowanie UV, ostrych przedmiotów i oparów chemicznych. Folie polietylenowe mogą z czasem pochłaniać pewne opary organiczne, co może powodować problemy z ekstrakcją w przypadku kolejnego API przetwarzanego w worku. Rotacja zapasów typu „pierwsze weszło, pierwsze wyszło” (FIFO) minimalizuje ryzyko użycia toreb, które były przechowywane po upływie zalecanego okresu przydatności do spożycia.
- Zarządzaj ładunkiem statycznym proszków elektrostatycznych: Proszki naładowane elektrostatycznie mogą przywierać do folii worka wewnętrznego podczas opróżniania, zmniejszając wydajność i utrudniając czyszczenie. W przypadku substancji API wrażliwych elektrostatycznie należy używać antystatycznych lub przewodzących worków beta i rozważyć uziemienie zespołu worka podczas operacji przenoszenia, aby rozproszyć gromadzący się ładunek. W strefach sklasyfikowanych jako ATEX należy stosować wyłącznie worki z odpowiednio certyfikowanymi materiałami przewodzącymi, aby zapobiec wyładowaniom zapalającym.
- Dokumentuj i śledź każdą torbę używaną w produkcji: Każdy worek beta używany w partii produkcji farmaceutycznej powinien być oznaczony numerem partii, udokumentowany w protokole partii i uzgodniony z inwentarzem. Ta identyfikowalność jest wymagana w celu zapewnienia zgodności z przepisami i jest niezbędna do skutecznej analizy przyczyn źródłowych, jeśli zdarzenie związane z zamknięciem lub odchylenie od jakości produktu wystąpi w trakcie lub po etapie transferu.
Wybór odpowiedniego dostawcy torebek RTP Beta
Jakość i zgodność z przepisami torebek RTP beta znacznie się różni w zależności od dostawców, a konsekwencje używania toreb niespełniających norm w kontekście produkcji farmaceutycznej lub biologicznej mogą obejmować zanieczyszczenie produktu, ustalenia regulacyjne i poważne naruszenia bezpieczeństwa. Przy ocenie dostawców należy systematycznie stosować poniższe kryteria.
- Zgodność wymiarowa z zainstalowanym portem alfa: Worki Beta muszą być zgodne wymiarowo z konkretnym systemem portu alfa zainstalowanym w Twojej placówce. Systemy RTP różnych producentów nie są uniwersalnie zamienne, nawet jeśli nominalna średnica kołnierza wydaje się podobna. Przed zakwalifikowaniem nowego źródła należy zawsze potwierdzić dane dotyczące zgodności wymiarowej zarówno u producenta portu alfa, jak i dostawcy worka beta.
- Identyfikowalność materiałów i dokumentacja regulacyjna: Renomowani dostawcy zapewniają pełną identyfikowalność materiałów w przypadku wszystkich folii worków i elementów kołnierzy, w tym certyfikaty żywic, dane dotyczące substancji ekstrahowanych i wymywanych, dane dotyczące biokompatybilności USP klasy VI lub ISO 10993, tam gdzie ma to zastosowanie, oraz certyfikaty zgodności dla każdej partii produkcyjnej. Ten pakiet dokumentacji jest wymagany w przypadku składania dokumentacji podstawowej leku i inspekcji organów regulacyjnych.
- Certyfikacja systemu zarządzania jakością: Dostawcy produkujący torebki beta do użytku farmaceutycznego powinni działać w ramach systemu zarządzania jakością certyfikowanego zgodnie z normą ISO 9001 lub ISO 15378. Placówki dostarczające worki sterylne powinny dodatkowo posiadać certyfikat ISO 13485. Poproś o raporty z audytu dostawcy i przejrzyj je lub przeprowadź audyt kwalifikacyjny zakładu przed zatwierdzeniem nowego dostawcy worków beta do użytku produkcyjnego GMP.
Wniosek
The Torba beta RTP to precyzyjnie zaprojektowany element zabezpieczający, który umożliwia producentom produktów farmaceutycznych, biotechnologicznych i chemicznych przesyłanie materiałów niebezpiecznych, silnie działających lub sterylnych między kontrolowanymi środowiskami z poziomem bezpieczeństwa i niezawodności, któremu nie mogą dorównać starsze metody przesyłania. Rozumiejąc zasady mechaniczne systemu RTP, wybierając odpowiedni materiał worka i konfigurację dla konkretnego zastosowania, sprawdzając skuteczność hermetyzacji za pomocą uznanych protokołów testów i szkoląc operatorów w zakresie przestrzegania standardowych procedur dokowania bez odstępstw, organizacje mogą osiągnąć spójne działanie hermetyzacji, które chroni zarówno ich pracowników, jak i jakość produktów. W branży, w której pojedyncze naruszenie zabezpieczeń może mieć konsekwencje, od odrzucenia partii produktu po poważne zdarzenia zdrowotne operatora, inwestycja w właściwie określone i odpowiednio zarządzane worki beta RTP jest zarówno obowiązkiem regulacyjnym, jak i podstawowym obowiązkiem ostrożności.
















{kind=link}